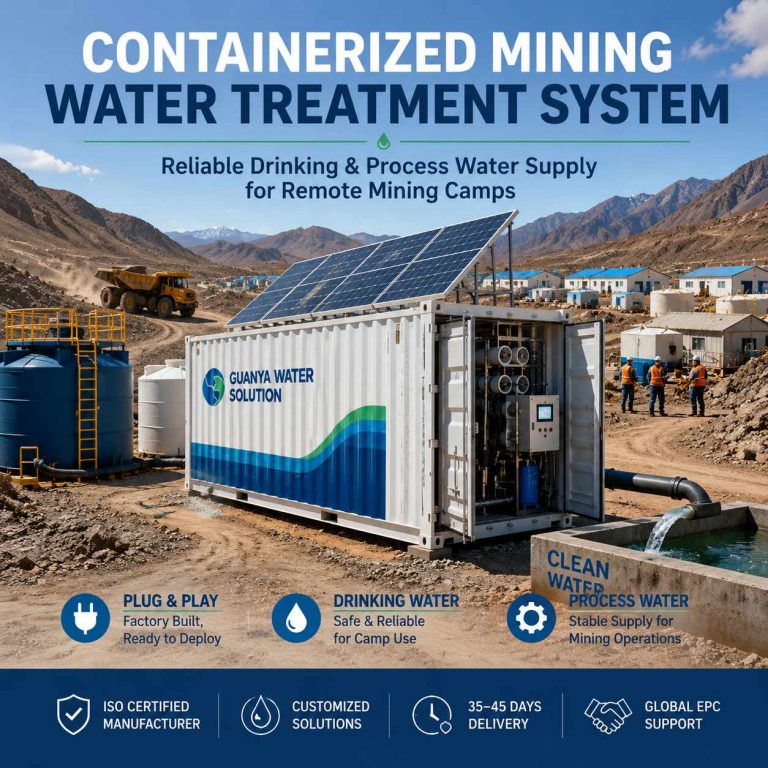





Water Challenges in South American Mining Projects
Mining operations across South America face very different water conditions depending on location, altitude and mineral resources. A standardized water treatment system is rarely suitable for every project.
🇦🇷 Argentina – Lithium Triangle
Salta • Jujuy • Catamarca
Lithium mining areas are located in high-altitude salar regions where groundwater often contains:
- Extremely high TDS
- High salinity
- High hardness
- Magnesium and calcium
- High sulfate concentration
- Severe scaling potential
Freshwater resources are extremely limited, making water recovery and reuse essential for sustainable mining operations.
🇵🇪 Peru – Gold & Copper Mining
Cajamarca • Ancash • Arequipa
Mining groundwater frequently contains naturally occurring arsenic and heavy metals, requiring advanced treatment before it can be used for drinking water or industrial processes.
Typical challenges include:
- Arsenic
- Iron
- Manganese
- High turbidity
- Heavy metals
Reliable treatment is essential to protect worker health and comply with environmental regulations.
🇨🇱 Chile – Copper & Lithium Mining
Antofagasta • Atacama
Mining projects are commonly located at elevations above 3,000 meters where freshwater is scarce and climate conditions are extreme.
Water treatment systems must withstand:
- High altitude
- Freezing temperatures
- Large day-night temperature variations
- Low atmospheric pressure
- Long transportation distances